




こんな課題を感じていませんか?
「穴あけ後にリーマ仕上げを行っており、工程数が多くてサイクルタイムが長い」
「リーマの段取りや再研磨コストが積み重なっている」
「小径穴の真円度・面粗さをもっと安定させたい」
そのような課題を一気に解決する工具が、超硬バニシングドリルです。
本記事では、バニシングドリルの仕組み・メリット・選定ポイントを詳しく解説するとともに、特注切削工具の設計・製作からアフターフォローまで対応するハマツールのソリューションをご紹介します。
バニシングドリルとは?基本の仕組みをわかりやすく解説
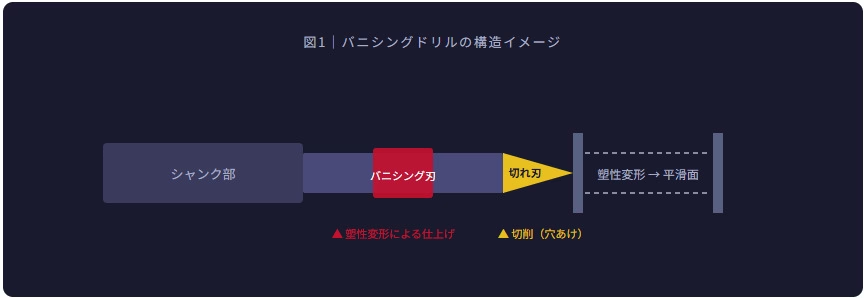
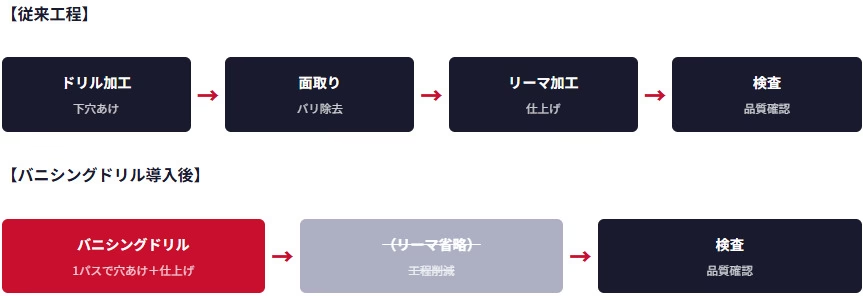
バニシングドリルとは、穴あけ(ドリリング)とバニシング(表面塑性変形仕上げ)を1本の工具で同時に行う精密切削工具です。通常のドリルで穴をあけたあと、別途リーマで仕上げるという2工程を、1パスで完結させることができます。
工具先端の切れ刃が素材を切削しながら穴を貫通すると、後続のバニシング刃(ランド部)が加工穴の内壁を微小量塑性変形させ、鏡面に近い平滑な面粗さと高い真円度を生み出します。この「切る+磨く」の複合動作が、バニシングドリル最大の特徴です。
バニシングと「切削仕上げ」の違い
リーマなどの切削仕上げ工具は余肉を削り取って精度を出しますが、バニシング加工は削らずに表面を押し込んで平滑化する点が根本的に異なります。この塑性変形によって、加工面の微細な凹凸が押しつぶされるため、
- 面粗さ:Ra 0.4 µm以下(条件によりさらに向上)
- 真円度:数µm台の安定した精度
- 表面硬化:加工硬化により耐摩耗性が向上
という三つの効果を同時に得られます。とくに1,000分台の公差(例:H7穴など)が要求される精密加工現場で大きな威力を発揮します。

バニシングドリル vs リーマ|工程・コスト・品質を徹底比較
製造現場でリーマ工程を採用している場合、バニシングドリルへの切り替えによってどのような変化が生じるか、主要な観点から整理します。
| 比較項目 | ドリル+リーマ(従来) | 超硬バニシングドリル(1パス) |
|---|---|---|
| 工程数 | 2〜3工程 | ✔ 1工程 |
| 工具本数 | 2本以上 | ✔ 1本 |
| サイクルタイム | 基準 | ✔ 大幅短縮 |
| 面粗さ(Ra) | 0.8〜1.6 µm(リーマ後) | ✔ 0.2〜0.8 µm |
| 真円度 | 数µm〜 | ✔ 数µm台で安定 |
| 段取り替え | 工具交換・芯出し必要 | ✔ 1本で完結 |
| 加工硬化効果 | ✘ なし | ✔ あり(耐摩耗性向上) |
| 工具コスト | 複数本分の消耗・再研磨 | 1本分(再研磨・コーティング再生で長寿命化) |
上表のとおり、超硬バニシングドリルは工程短縮・品質向上・段取り削減を同時に実現します。さらに超硬母材にTiAlNなどのコーティングを施すことで耐摩耗性が高まり、工具寿命が大幅に延びます。
超硬バニシングドリルが選ばれる理由|素材・用途別の活用ポイント
超硬(WC-Co)を選ぶメリット
バニシングドリルの母材には、ハイス(高速度鋼)工具と超硬工具があります。精密加工・量産用途では下記の理由から超硬が主流です。
② 耐熱性:高速切削でも熱変形しにくく、寸法安定性が高い
③ コーティングとの相性:TiAlN、DLC、ダイヤモンドコーティングが密着しやすく、耐摩耗性がさらに向上
④ 再研磨・再コーティング対応:摩耗後も再研磨で刃先を復元でき、ランニングコストを抑制
なお難削材(チタン合金・インコネル・SUS系)にはPCD工具(多結晶ダイヤモンド)をベースにしたバニシングドリルが有効な場合があります。加工素材と切削条件を見極めた上で工具材種を選定することが重要です。ぜひご相談ください。
対応できる加工素材と業種
| 加工素材 | 主な対象業種 | ポイント |
|---|---|---|
| アルミ合金 | 二輪・四輪自動車部品、半導体・情報通信機器 | 延性が高くバニシング効果大。DLCコーティングと相性良好 |
| 炭素鋼・合金鋼 | バルブ等住宅関連機器、ロボット関連部品 | 加工硬化により穴の耐久性向上。H7公差も安定 |
| ステンレス鋼(SUS) | 航空宇宙産業機器、医療・化学機器 | 溶着・かじりに注意。コーティングと切削条件の最適化が鍵 |
| 鋳鉄(FC・FCD) | 自動車部品、産業機械 | バニシング後の面粗さが安定し、組付け精度が向上 |
| 銅・真鍮 | バルブ、電子部品 | 軟質材でも塑性変形させやすく、鏡面に近い仕上がり |
適した加工穴径と用途
バニシングドリルが特に威力を発揮するのはφ3〜φ30mm程度の中小径穴です。ボルト穴、ピン穴、軸受穴、バルブシート下穴など、嵌め合い精度や流体シール性が求められる箇所での採用実績が豊富です。また深穴加工では内部給油(油穴付き)タイプを選択することで、切粉排出性と冷却効果を両立できます。
特注・オーダーメイド対応が必要なケースとは
市販のバニシングドリルでは対応できないシーンは少なくありません。とくに以下のような場合、特注切削工具(カスタムメイド切削工具)の設計・製作が有効です。
- 異形断面・段付き形状の穴:標準品にない複合形状にも1本で対応
- 超小径・超大径:φ1mm以下の微細穴や、φ50mm超の大径穴
- 複合工具化:面取り・ザグリ・バニシングを1本に集約したい場合
- 難削材への対応:特殊コーティングや母材変更が必要な場合
- 既存設備への適合:機械のツールホルダやBT規格に合わせたシャンク形状
バニシングドリルを長寿命化するメンテナンスのポイント
再研磨・コーティング再生で工具コストを削減
超硬バニシングドリルは初期コストがハイス工具よりも高くなりますが、適切なタイミングでの再研磨(再生加工)とコーティング再生を組み合わせることで、1本あたりのトータルコストを大幅に抑えられます。目安として、再研磨は切れ刃の逃げ面摩耗幅(VB)が0.15〜0.2mmに達した時点で実施することが推奨されます。
工具摩耗チェックリスト
| チェック項目 | 判断基準 | 推奨アクション |
|---|---|---|
| 逃げ面摩耗幅(VB) | 0.15 mm以上 | 再研磨・再調整 |
| バニシング刃の摩耗 | 面粗さ悪化、真円度変化 | 再研磨または工具交換 |
| コーティング剥離 | 目視で剥離・変色あり | コーティング再生 |
| ランド部の溶着 | 加工面粗さの急激な悪化 | 即時交換・条件見直し |
| 工具径の変化 | 設計値より0.005mm以上縮小 | 再研磨・径調整 |
定期的なメンテナンスサイクルを確立することで、加工品質の安定と工具費の削減を同時に達成できます。ハマツールでは北海道から九州まで幅広いお客様の工具をお預かりし、再研磨・チップ交換・改造などのアフターフォローを継続してご提供しています。
特注製作・工具選定・再研磨のご相談はハマツールへ
切削条件の最適化も含めたソリューション提案が、ハマツールの強みのひとつです。
超硬バニシングドリルの選定ステップ|失敗しない5つのポイント
バニシングドリルを導入する際、事前に確認すべき項目を整理します。以下の5ステップを踏むことで、工具選定のミスマッチを防ぎ、期待通りの精度と工程削減効果を得られます。
| ステップ | 確認内容 | 主なチェック項目 |
|---|---|---|
| ① 加工仕様の整理 | 穴径・深さ・公差・面粗さ・真円度目標値 | H6/H7/H8などの嵌め合い記号、Ra値指定 |
| ② 素材特定 | 被削材の硬度・材種 | HRC、引張強さ、難削材か否か |
| ③ 機械条件の確認 | 機械の剛性・主軸回転数・送り速度・クーラント方式 | 内部給油対応可否、最高回転数制約 |
| ④ 工具材種・コーティング選定 | 超硬 / ハイス / PCD、コーティング種 | TiAlN、DLC、ダイヤモンドコーティングなど |
| ⑤ 試加工・評価 | サンプルワークによる切削テスト | 面粗さ・真円度・工具摩耗の測定 |
とくに③の機械条件は見落とされがちです。バニシング効果は送り量(f)と回転数(n)のバランスに大きく依存するため、標準条件から外れた環境では試加工による条件出しが欠かせません。こうした切削条件の最適化も含めたソリューション提案が、ハマツールの強みのひとつです。
超硬・ハイス・PCDの特注切削工具 製作のご相談はハマツールへ
「今使っている工具を再研磨できるか確認したい」「特注バニシングドリルの見積もりがほしい」など、まずはお気軽にご連絡ください。
よくある質問(FAQ)
Q1. バニシングドリルはすべての素材に使えますか?
延性のある金属(アルミ・鋼・鋳鉄・銅など)には効果的ですが、脆性材料(セラミックス・硬脆材)には不向きです。ステンレスやチタン合金など難削材は、適切なコーティングと切削条件の選定が重要です。素材に迷われた場合はお気軽にご相談ください。
Q2. 超硬バニシングドリルとハイスバニシングドリルの使い分けは?
高速・高精度・長寿命が求められる量産加工には超硬工具、汎用機や低速加工・コスト重視の場面ではハイス工具が選ばれます。難削材や高硬度材にはPCD工具が有効な場合もあります。
Q3. 特注(オーダーメイド)バニシングドリルの納期はどのくらいですか?
仕様の複雑さによって異なりますが、設計・製作・品質確認を含めて数週間〜が目安です。急ぎの場合はご相談ください。まず仕様図面や加工条件の情報をお送りいただくと、スムーズにお見積もりへ移行できます。
Q4. 使用中の工具を持ち込んで再研磨してもらえますか?
はい。ハマツールでは再研磨(再生加工)・チップ交換・コーティング再生・工具の改造・追加工に対応しています。切削工具の製作及び再生加工は北海道から九州まで全国からご依頼いただいており、送付による受付も可能です。
Q5. バニシングドリルでH7公差の穴加工は本当に1パスで可能ですか?
適切な工具設計と切削条件下では、H7(1,000分台の公差)相当の精度を1パスで実現できます。ただし機械剛性・クーラント・切削条件が精度に直結するため、初回は必ずテスト加工で条件を確認することを推奨します。
まとめ|バニシングドリル導入でリーマ工程を省き、品質と効率を両立する
本記事のポイントを振り返ります。
- バニシングドリルとは、穴あけとバニシング仕上げを1パスで行う工具であり、リーマ工程を省くことで大幅な工程短縮を実現できる。
- 超硬バニシングドリルは高剛性・耐熱性・コーティング適合性に優れ、精密加工・量産現場での採用に適している。
- 面粗さ・真円度・加工硬化という三つの品質改善効果を同時に得られる。
- 市販品では対応できない仕様には特注切削工具(オーダーメイド・カスタムメイド)の製作が有効。
- 工具寿命を最大化するには再研磨・コーティング再生・適切な切削条件管理のサイクルが重要。
もし「今の工程でリーマに時間を取られている」「精度が安定しない」「工具費を削減したい」という課題をお持ちであれば、バニシングドリルへの切り替えを検討してみる価値は十分にあります。そして、その最適な工具選定・特注製作・アフターフォローをワンストップで担えるのが株式会社ハマツールです。
特注切削工具の設計・製作、再研磨・チップ交換・コーティング再生、工具の改造・追加工まで——北海道から九州まで全国のお客様のニーズに応え続けてきた実績と技術力を、ぜひ貴社の生産現場でお役立てください。
バニシングドリルの特注製作・再研磨・工具選定のご相談
仕様図面・加工条件・現在の課題をお聞かせいただくだけで、最適なソリューションをご提案します。
まずはお気軽にお問い合わせください。












