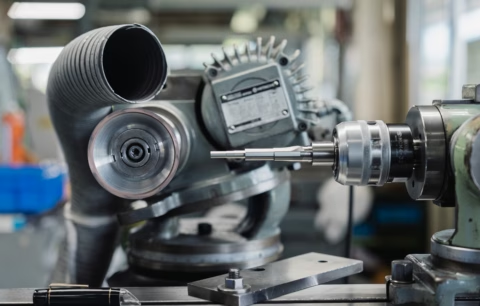
溝入れ加工は、旋盤・複合加工機を使った製造現場において、「地味だが手間がかかる」工程として知られています。航空宇宙部品のシール溝、自動車エンジンのOリング溝、油圧バルブのスプール溝——形状は単純に見えても、深さ・幅・コーナー形状など要求が多岐にわたり、標準工具では対応しきれない場面が少なくありません。
そこで注目されているのが、超硬溝入れバイト(内径・外径)を「総形バイト」として特注製作し、プロファイル研削でワーク形状に合わせた刃形を一体成型する手法です。本記事では、深溝・幅広溝の加工課題を整理しながら、総形溝入れバイトによる「一発仕上げ」のメリットをわかりやすく解説します。
溝入れ加工の現場で起きている「3つの壁」
壁①:複数パスによる加工時間の長期化
標準の溝入れバイトは、刃幅が決まっています。そのため幅広溝を加工する際には、複数回の切り込み(マルチパス)が必要になります。パス数が増えるほど、1ワークあたりの加工時間は伸び、サイクルタイムの改善が進みません。特に多品種少量生産の現場では、段取り替えのたびに調整が発生し、工数が積み上がっていきます。
壁②:寸法精度のバラつきと工具交換ロス
パスをまたぐごとに生じる「継ぎ目」は、底面粗さや側壁の段差として残りやすく、仕上がり品質に影響します。また、摩耗した工具を途中で交換すると、再調整のための測定・補正が必要になり、これも生産効率を落とす原因になります。
壁③:深溝・幅広溝で起きる干渉と逃げ角の問題
深溝加工では、バイトのシャンク形状が溝壁に干渉するリスクがあります。また、ネッキング処理(細首加工)をしていない工具では、溝の側面に当たってしまい、必要な逃げ角が確保できません。こうした問題は、標準工具のカタログを見ても解決策が見つからないことが多く、「特殊工具を作るしかない」という結論に至る現場担当者も増えています。
「超硬溝入れバイト(総形)」とは何か?
総形バイトの定義と標準品との違い
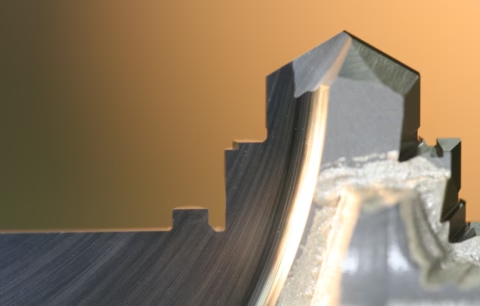
総形バイト(プロファイルバイト)とは、ワークに転写したい溝断面形状をそのまま刃形として成型した切削工具です。例えば「底部がR形状で、側面に逃げ角が必要な幅5mmの段付き溝」という要求があった場合、その断面形状そのものを超硬素材に研削で作り込みます。
標準品の溝入れバイトと比較したとき、最大の違いは「1回の切り込みで最終形状が得られる」点です。これを「一発仕上げ」と呼び、工程短縮・品質安定・コスト低減に直結します。


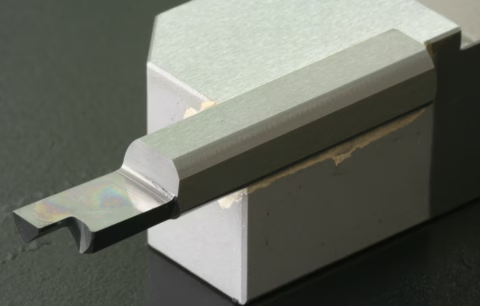
プロファイル研削(光学式倣い研削)でミクロン単位の作りこみを実現
ハマツールでは、プロファイル研削(光学式倣い研削)によって、特注溝入れバイトを製作しています。投影図(プロファイル)に合わせて砥石を倣わせる光学式の研削方式は、複雑な刃形のネッキング処理もミクロン単位での作りこみが可能です。
また、汎用工具研削盤EWAG WS11によってシンニング加工をおこなっています。

総形溝入れバイトで「一発仕上げ」するメリット5選
|
# |
メリット |
内容 |
|
1 |
加工工数の大幅削減 |
複数パスが1パスになることで、サイクルタイムを短縮。稼働率が改善します。 |
|
2 |
寸法精度・面粗さの安定 |
一回の切り込みで最終形状を転写するため、パス間の継ぎ目がなく、精度が安定します。 |
|
3 |
段取り替えの簡素化 |
複数工具を使い分ける必要がなく、1本の工具で完結。工具管理も簡単になります。 |
|
4 |
深溝・複雑溝への対応 |
干渉防止のシンニング加工や専用ネック形状により、標準工具では不可能だった深溝・異形溝に対応できます。 |
|
5 |
再研磨・再利用でトータルコストを抑制 |
超硬総形バイトは再研磨やチップ交換(プロファイル再研削)により刃形を復元可能。使い捨てにせず長期利用できます。 |
このように、総形溝入れバイトは単なる「特殊工具」ではなく、製造工程全体の最適化ツールとして機能します。特に、同形状の溝を繰り返し加工する量産・中量産ラインでは投資対効果が高く、生産管理者・工具購買担当者双方にメリットがあります。
こんな加工に総形溝入れバイトが有効
—適用ワーク例-
以下のような加工を担当している方は、一度、総形バイトへの切り替えを検討する価値があります。
航空宇宙産業部品
シール溝・Oリング溝など、断面形状と寸法公差が厳しく、複数パスでの仕上がりばらつきが許容されないケース。材料コストが高いため、NG品を出さない「再現性の高い加工」が求められます。
二輪・四輪自動車部品
エンジン部品・トランスミッション部品のスプライン溝や油溝など、形状が複雑で標準品では対応できないケース。量産ラインでのタクトタイム短縮に直結します。
油圧・空圧バルブ(住宅関連機器含む)
スプール弁のランド部やノッチ溝など、微細かつ正確な形状が求められる加工。工具の再研磨対応により、量産期間中のランニングコストを抑えながら安定品質を維持できます。
半導体・情報通信機器部品
難削材(チタン合金・インコネル・超硬合金など)を使用した精密小径溝加工にも、超硬素材+コーティング対応の特注バイトが有効です。
ロボット関連部品
関節部のシール溝・軸受け段差溝など、複雑な断面形状を高精度に加工するケース。試作段階から量産移行まで、同一の工具を再研磨しながら使い続けられます。
ハマツールの特注切削工具ソリューション
オーダーメイド対応から再研磨・チップ交換まで
ハマツールは、特注切削工具の設計・製作からアフターフォローまで一貫して対応しています。工具の製作後も、再研磨・チップ交換・工具改造・追加工に対応しており、お客様の工具を長期にわたって活用いただける体制を整えています。自社製品ほか市販品・他社製品の再研磨・チップ交換・工具改造・追加工も対応できます。可否についてはぜひお問い合わせください。加工可否の判断は無償でいたします。
また、北海道から九州まで幅広いお客様に利用されているのもハマツールの強みです。形状・材種・コーティング・納期など、さまざまな要望に対してフレキシブルに対応します。
特殊切削工具ソリューションはこちら
取扱工具ラインアップ:超硬・ハイス・PCD工具
ハマツールが取り扱う工具の材種は、加工内容・ワーク材料に合わせて選定します。
|
材種 |
特徴 |
主な用途 |
|
超硬工具 |
高硬度・高耐熱。精密溝入れ・難削材加工に最適 |
量産・高精度加工全般 |
|
ハイス工具 |
靭性が高く衝撃に強い。複雑形状の総形工具に向く |
多品種少量・試作段階 |
|
PCD工具 |
超高硬度・超低摩擦。非鉄金属・CFRP加工に有効 |
アルミ・銅合金・複合材 |
溝入れ加工用途では、一般的に超硬工具が選ばれますが、ワーク材種・加工条件・コスト方針によって最適解は異なります。ハマツールでは、お客様のご要件をヒアリングした上で、材種・コーティング・形状をトータルで提案します。
コーティング(TiAlN・DLC・AlCrNなど)を組み合わせることで、工具寿命をさらに延ばし、再研磨インターバルを最適化することも可能です。
まとめ「一発加工」で製造現場の限界を突破する
溝入れ加工は、「単純な工程」に見えてコストと品質課題が潜みやすい工程です。複数パス、寸法バラつき、深溝干渉——これらの問題は、超硬溝入れバイトをプロファイル研削で総形製作することで、大きく改善できます。
一発仕上げによる工数削減・品質安定・コスト最適化は、製造担当者だけでなく、生産管理者・工具購買担当者のKPIにも直接働きかけます。
「今使っている溝入れバイトで限界を感じている」「特注工具を検討しているが、どこに頼めばいいかわからない」——そんな方は、ぜひハマツールにご相談ください。図面や加工条件をお伝えいただければ、最適な総形溝入れバイトをご提案します。
一発加工の課題・特注製作・再研磨等再生加工・工具選定のご相談
仕様図面・加工条件・現在の課題をお聞かせいただくだけで、最適なソリューションをご提案します。
まずはお気軽にお問い合わせください。