2026年4月、NASAの有人宇宙船「オリオン」を乗せたアルテミスIIが打ち上げに成功し、1972年のアポロ17号以来、53年ぶりに人類が月の重力圏へと到達しました。世界中が宇宙開発ニュースに注目するなか、製造業の現場では「宇宙部品を作る工具は何が違うのか」という問いが改めて浮かび上がっています。
本コラムでは、アルテミス計画の概要と最新の宇宙探索動向をわかりやすく解説したうえで、宇宙・航空宇宙産業の部品製造に欠かせない切削工具の種類・特徴・選び方を、特殊切削工具メーカーの視点から紹介します。
アルテミス計画とは?いま宇宙開発が再び熱くなっている理由
アルテミス計画(Artemis Program)は、NASAが主導し日本のJAXAを含む世界各国の宇宙機関が参画する国際有人月面探査プロジェクトです。目標は月の南極付近への有人着陸と、月面拠点(ゲートウェイ)の建設を通じた持続的な月面活動の実現。さらにその先には、火星有人探査への布石となることが期待されています。
アルテミスIIの打ち上げ成功――53年ぶりに人類が月の重力圏へ
2026年4月2日(日本時間)、アルテミス計画初の有人ミッション「アルテミスII」が打ち上げられました。4名の宇宙飛行士が月の裏側まで飛行し地球へ帰還するこのミッションは、月面着陸こそ行わないものの、次のステップである有人月面着陸(アルテミスIV以降を予定)への重要な技術検証となっています。
なお、当初アルテミスIIIで予定されていた月面着陸は、安全上の理由からアルテミスIV以降に変更されました。アルテミスIVおよびV用のSLSロケット2基には総額41億ドル(2026〜2029年度)が配分されており、米国政府が本計画に対して強い予算的コミットメントを持つことがわかります。
日本もJAXAを通じて参画――宇宙開発は”国際プロジェクト”へ
JAXAは月極域探査ミッション(LUPEX)や火星衛星探査計画(MMX)を推進しており、アルテミス計画の枠組みにも深く関わっています。つまり、宇宙開発は「米国だけの話」ではなく、日本の製造業が部品・機器を供給する現実的なビジネス領域になりつつあります。航空宇宙産業機器の製造担当者・工具購買担当者にとって、この流れは無視できないトレンドです。
宇宙部品製造の現場で起きている「加工の難しさ」
なぜ宇宙部品は切削が難しいのか?
宇宙機器・航空宇宙部品に使われる材料は、地上の一般機械部品とは根本的に異なります。極端な温度変化・真空環境・強い振動・高い信頼性要求――これらに耐えるために、材料は軽くて強く、かつ耐熱性の高いものが選ばれます。そうした材料の多くは、切削工具にとって「難削材」として知られています。
さらに、宇宙部品は試作段階から量産まで同一の品質基準が求められ、わずかな寸法ばらつきも許されません。材料コストも非常に高いため、「加工NG品」を出すことは経済的に大きなダメージになります。このような背景から、工具の選定・精度・耐久性が製造現場の死命を制する要因となっています。
難削材3種類の特性と加工課題
| 材料 | 主な用途(宇宙・航空宇宙) | 加工の難しさ |
|---|---|---|
| チタン合金(Ti-6Al-4Vなど) | 機体構造部品、ファスナー、エンジン部品 | 低熱伝導性により工具先端に熱が集中。加工硬化が起きやすく、工具摩耗が速い |
| ニッケル基超合金(インコネルなど) | タービンブレード、燃焼室、排気系部品 | 高強度・高耐熱で切削抵抗が大きい。工具に溶着・クレーター摩耗が発生しやすい |
| CFRP(炭素繊維強化プラスチック) | 機体外板、主翼、フェアリング構造 | 繊維方向による異方性。デラミネーション(層間剥離)・バリ・繊維の毛羽立ちが発生しやすい |
これら3種の材料はそれぞれ異なる加工課題を持ち、「汎用の標準工具では限界がある」というのが製造現場の共通認識です。
宇宙・航空宇宙産業で使われる切削工具の種類と役割
では、実際にどのような切削工具が宇宙・航空宇宙部品の製造に使われているのでしょうか。主要な工具カテゴリーを整理します。
①超硬エンドミル・ドリル――チタン合金・ニッケル基超合金の高精度加工に
チタン合金や析出硬化系ステンレス、ニッケル基超合金の加工には、超硬工具が主力として使われます。超硬素材(超硬合金:WC-Co系)は高硬度・高耐熱性を持ち、難削材でも切れ刃を長く維持できます。
ポイントとなるのはコーティングです。AlTiN(アルミチタンナイトライド)・TiAlN・AlCrNなどのPVDコーティングを施すことで、工具寿命が大幅に延長されます。また、エンドミルの場合は刃数・ねじれ角・コア径の設計が振動(ビビリ)抑制と切りくず排出性に直結するため、加工条件に合わせた工具設計が不可欠です。
さらに、チタン合金の加工ではハイス工具(高速度鋼工具)を選択するケースもあります。超硬工具で強く削ると表層に加工硬化層・変質層が生じることがあり、ハイス工具で”優しく削る”ほうが仕上がりが安定するケースも少なくありません。超硬とハイスを使い分けることが、難削材加工の現場知恵です。

②超硬リーマ・ボーリングバー――ファスナー穴の精密仕上げに
航空機・宇宙機の構造部材をつなぐファスナー(ボルト・リベットなど)の穴は、H7やH8クラスの穴公差が求められます。ドリル加工後、仕上げ工程に使われる超硬リーマは、穴径の精度と真円度・面粗さを確保するための重要な工具です。
また、大型部品の内径仕上げにはボーリングバーが使われます。長い突き出し量が必要になることも多く、振動対策としてのバー剛性設計が工具製作のカギを握ります。

③PCD工具(ダイヤモンドコーティング含む)――CFRP・アルミ合金の加工に
CFRP(炭素繊維強化プラスチック)やアルミ合金の加工には、PCD工具(多結晶ダイヤモンド工具)またはダイヤモンドコーティング工具が有効です。超高硬度・超低摩擦のPCD素材は、繊維切断性に優れ、デラミネーションやバリの発生を最小化します。
CFRPとチタン合金・アルミ合金の積層材(スタック材)の加工では、ダブルアングルポイント設計のドリルが採用されることもあります。異なる材料を一工程で貫通しながら、バリなし出口を実現するための工具設計は、まさに特注・オーダーメイド切削工具の領域です。

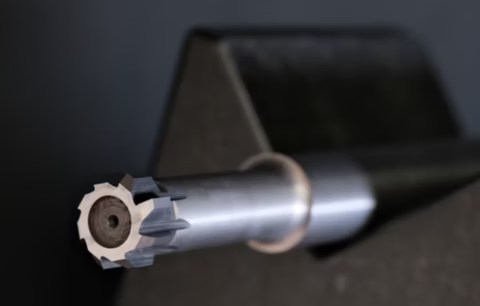
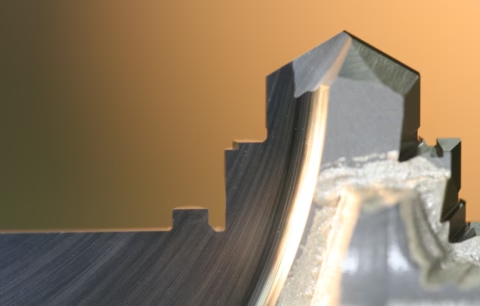
④特注バイト・成形工具――エンジン部品・シール溝の一発仕上げに
宇宙・航空宇宙部品では、シール溝・Oリング溝・スプール溝など、複雑断面形状の溝が多用されます。こうした溝は標準の溝入れバイトでは複数パスが必要になり、継ぎ目の段差・面粗さのばらつきが許容公差を超えてしまうケースがあります。
そこで有効なのが、特注の総形バイト(プロファイルバイト)です。ワークの溝断面形状をそのまま刃形として超硬素材に成型することで、1回の切り込みで最終形状を仕上げる「一発仕上げ」が可能になります。材料コストの高い宇宙部品において、加工NG品を出さないための「再現性」を工具設計で担保する手法として注目されています。
工具選定で見落としがちな「3つのポイント」
宇宙・航空宇宙部品の製造担当者・工具購買担当者が工具選定で見落としがちな観点を、3点にまとめます。
| # | ポイント | 解説 |
|---|---|---|
| 1 | 工具寿命だけで判断しない | 寿命が長くても、加工面品質が安定しなければ意味がない。切れ刃形状・コーティング・加工条件をセットで評価する。 |
| 2 | 再研磨(再生加工)対応を確認する | 特注工具は1本あたりの製作コストが高い。再研磨・チップ交換・改造対応ができる工具メーカーを選ぶことで、トータルコストを下げられる。 |
| 3 | 標準品で対応しようとしない | カタログ品で対応できない難削材形状・公差の場合、無理に標準品を使うと加工不良や工具折損のリスクが高まる。早い段階で特注工具を検討するほうが結果的に安くなるケースが多い。 |
特に2点目の「再研磨・再生加工」は、量産フェーズに入った際のランニングコスト管理に直結します。試作段階では一発の製作コストが気になりがちですが、長期的な工具管理の視点で考えると、再研磨・チップ交換・工具改造・追加工・寸法変更に対応できるメーカーと組むことが重要です。
特注・オーダーメイド切削工具が必要になるケース
以下のような状況に当てはまる場合、特注切削工具(カスタムメイド切削工具・オーダーメイド切削工具)の検討を進めることをお勧めします。
- 標準品の工具では公差・面粗さが満たせない
- シール溝・異形溝など複雑断面形状の加工で複数パスが必要になっている
- チタン合金・インコネル・CFRPなどの難削材で工具寿命が著しく短い
- 長い突き出しが必要な内径加工でビビリや振動が止まらない
- 試作から量産移行の際、加工精度が安定しない
- 現在使用している工具(他社製品・市販品)の再研磨先が見つからない
こうした課題は、特殊工具・特注工具の専門メーカーにヒアリングするだけで、解決の糸口が見えることが多いです。まずは図面や加工条件を持って相談することが、最速の課題解決につながります。
ハマツールの特殊切削工具ソリューション
設計から製作・アフターフォローまで一貫対応
ハマツール(長野県茅野市)は、特注切削工具の設計・製作からアフターフォローまでを一貫して手がける特殊切削工具メーカーです。工具の製作後も、再研磨・チップ交換・工具改造・追加工・寸法変更に対応しており、お客様の工具を長期にわたって活用いただける体制を整えています。
自社製品だけでなく、市販品・他社製品の再研磨・チップ交換・工具改造・追加工にも対応しています。加工可否の判断は無償で行っていますので、まずはお問い合わせください。
また、北海道から九州まで幅広いお客様に利用されているのもハマツールの強みです。航空宇宙産業機器・ロボット関連機器部品・二輪・四輪自動車部品・半導体および情報通信機器部品・バルブ等住宅関連機器部品など、多岐にわたる産業分野の製造現場からご相談をいただいています。
取扱品目:超硬工具・ハイス工具・PCD工具
ハマツールが取り扱う工具の材種は、加工内容とワーク材料に合わせて最適なものをご提案します。
| 材種 | 特徴 | 主な用途 |
|---|---|---|
| 超硬工具(取扱品目:超硬工具) | 高硬度・高耐熱。チタン合金・インコネルなど難削材加工に最適。コーティングとの組み合わせで工具寿命を延長 | 量産・高精度加工全般、エンジン部品・構造部材の切削 |
| ハイス工具(取扱品目:ハイス工具) | 靭性が高く衝撃に強い。複雑形状の特注工具・総形工具に向く。難削材を”優しく削る”選択肢として有効 | 多品種少量・試作段階、チタン合金の仕上げ加工 |
| PCD工具(取扱品目:PCD工具) | 超高硬度・超低摩擦。CFRP・アルミ合金などの非鉄・複合材加工に有効。デラミネーション抑制 | CFRP外板・アルミ合金構造材の穴あけ・仕上げ |
コーティング(TiAlN・DLC・AlCrNなど)の組み合わせや、再研磨インターバルを含むトータルの工具管理計画についても、お気軽にご相談ください。
まとめ――アルテミス計画の時代に求められる切削工具とは
アルテミスIIの成功が示すように、宇宙開発は「夢の話」から「現実のビジネス」へと加速しています。そしてその現場を支えるのは、チタン合金・インコネル・CFRPといった難削材を確実に、精密に、安定して加工できる切削工具と、それを作る技術力です。
まとめると、宇宙・航空宇宙部品の切削工具選定に求められる要件は以下の通りです。
- 難削材(チタン合金・ニッケル基超合金・CFRP)に対応した工具材種とコーティング
- 複雑断面形状の溝・穴を「一発仕上げ」できる特注・オーダーメイド工具設計
- 長期使用を見据えた再研磨・チップ交換・工具改造のアフターフォロー
- 試作から量産まで同一品質を担保できる工具の再現性
「現在の工具では限界を感じている」「特注切削工具を検討しているがどこに相談すればよいかわからない」――そのような方は、ぜひハマツールにご相談ください。図面・加工条件・現在の課題をお伝えいただければ、最適な工具ソリューションをご提案します。
特注工具の製作・再研磨・再生加工・工具選定のご相談
仕様図面・加工条件・現在の課題をお聞かせいただくだけで、最適なソリューションをご提案します。加工可否の判断は無償で行っています。まずはお気軽にお問い合わせください。
👉 ⇒ 公式Instagramはこちら(加工事例・工具製作の裏側を発信中)